

Projekta pārskats
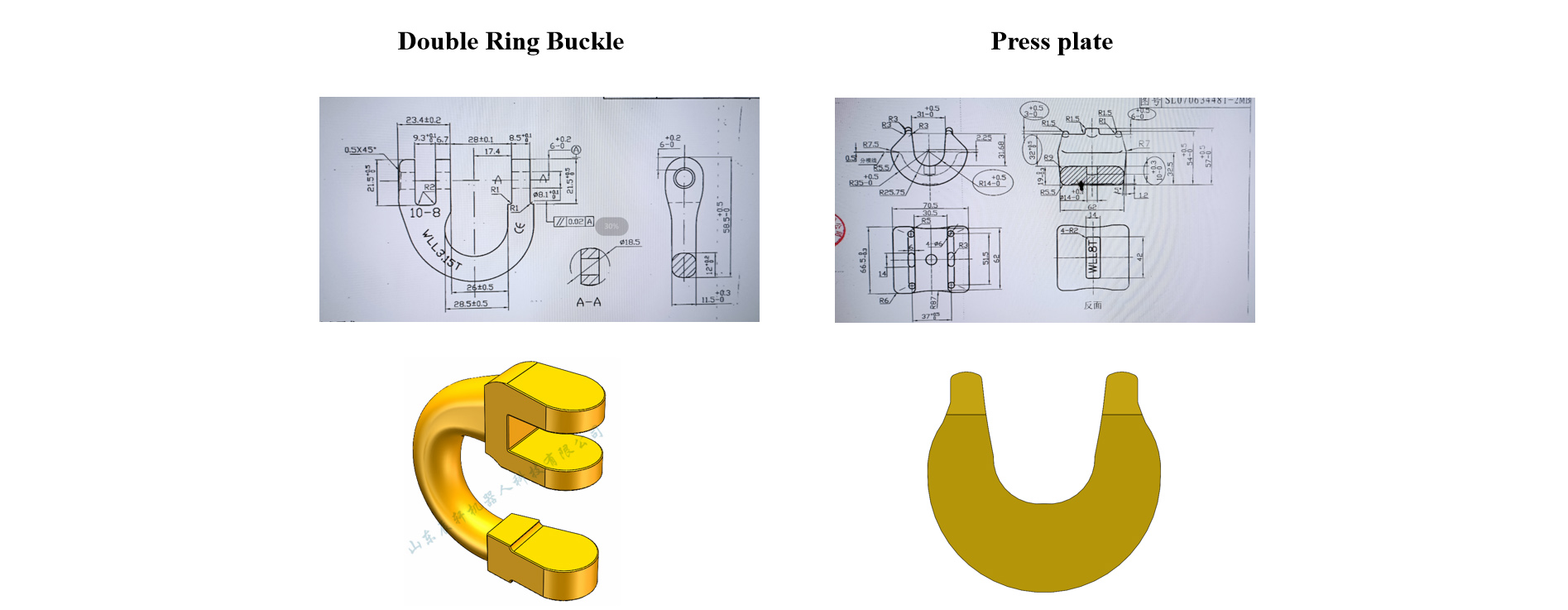
Sagataves rasējumi: Saskaņā ar A puses sniegtajiem CAD rasējumiem. Tehniskās prasības: Silosa uzglabāšanas daudzums ≥ražošanas jauda vienas stundas laikā.
| Sagataves tips | Specifikācija | Apstrādes laiks | Uzglabāšanas apjoms stundā | Vadu skaits | Prasība |
| SL-344 preses plāksne | 1T/2T/3T | 15 | 240 | 1 | Saderīgs |
| 5T/8T | 20 | 180 | 1 | Saderīgs | |
| SL-74 dubultā gredzena sprādze | 7/8-8 | 24 | 150 | 2 | / |
| 10-8 | 25 | 144 | 2 | / | |
| 13-8 | 40 | 90 | 2 | / | |
| 16-8 | 66 | 55 | 1 | / | |
| 20-8 | 86 | 42 | 2 | / |
Sagataves rasējums, 3D modelis
Shēmas izkārtojums
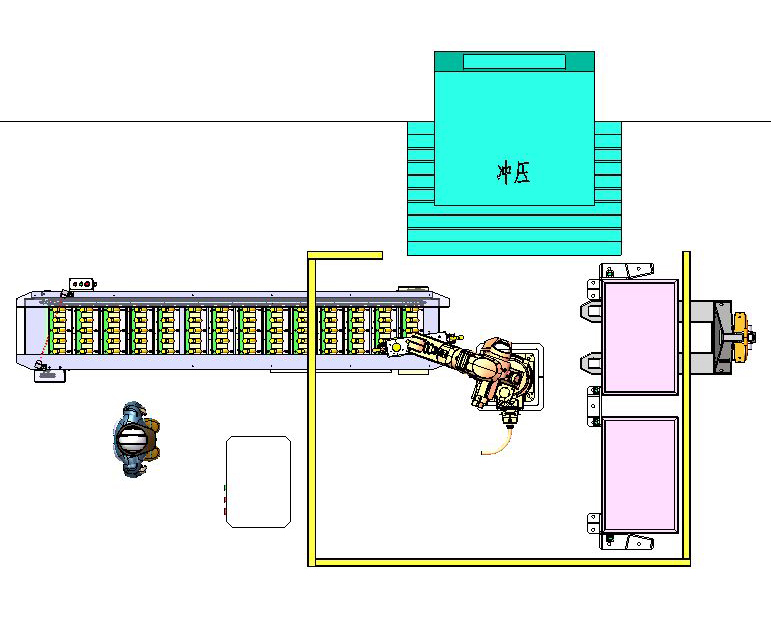
Apraksts: Zemes izmantošanas detalizētais izmērs tiks noteikts projektā.
Aprīkojuma saraksts
Grozs starpsienu plākšņu pagaidu glabāšanai
| Sērijas nr. | Vārds | Modeļa Nr. | Daudzums. | Piezīmes |
| 1 | Roboti | XB25 | 1 | Chenxuan (ieskaitot korpusu, vadības skapi un demonstrācijas modeli) |
| 2 | Robota knaibles | Pielāgošana | 1 | Čensjuaņa |
| 3 | Robotu bāze | Pielāgošana | 1 | Čensjuaņa |
| 4 | Elektriskā vadības sistēma | Pielāgošana | 1 | Čensjuaņa |
| 5 | Iekraušanas konveijers | Pielāgošana | 1 | Čensjuaņa |
| 6 | Drošības žogs | Pielāgošana | 1 | Čensjuaņa |
| 7 | Materiāla rāmja pozicionēšanas noteikšanas ierīce | Pielāgošana | 2 | Čensjuaņa |
| 8 | Aiztaisāms rāmis | / | 2 | Sagatavojusi A puse |
Apraksts: Tabulā ir parādīts atsevišķas darbstacijas konfigurācijas saraksts.
Tehniskais apraksts
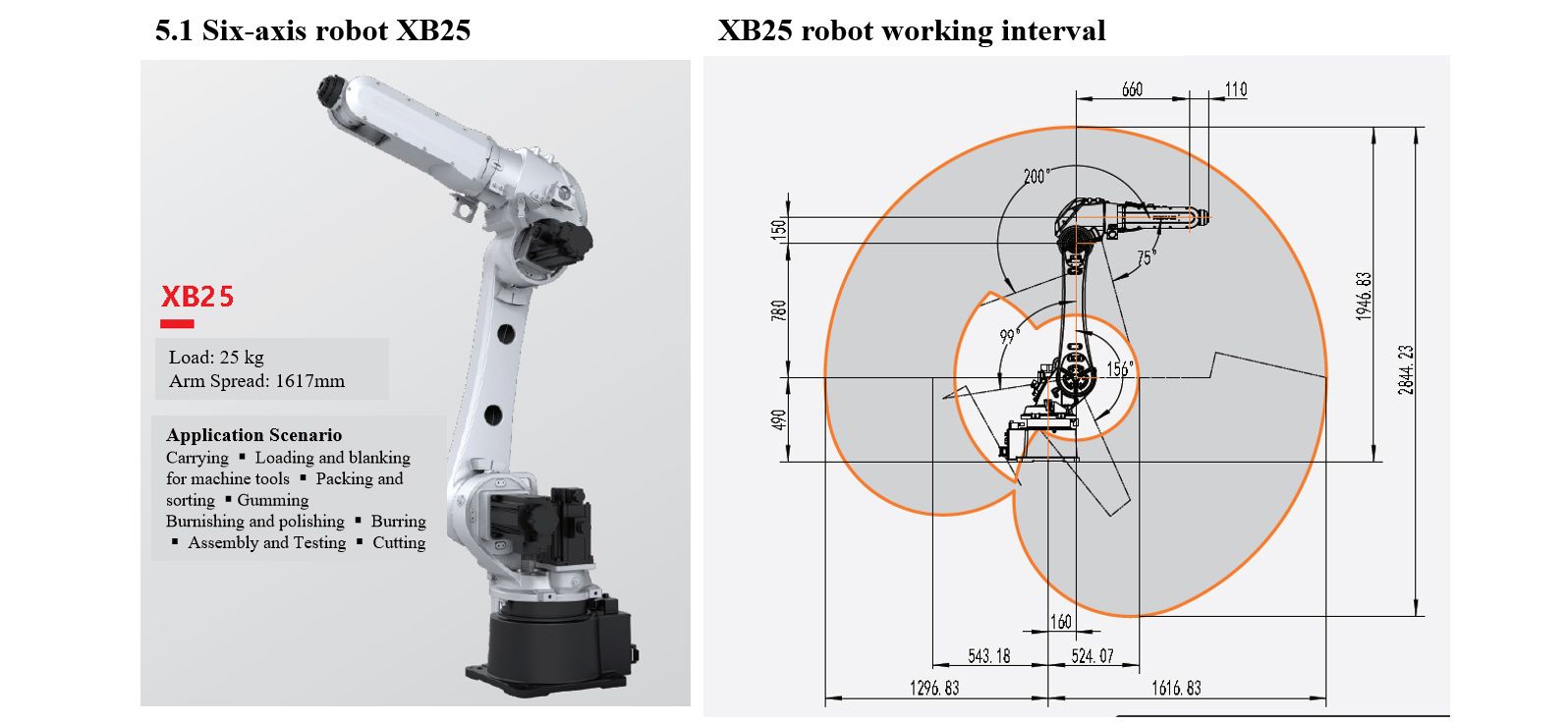
Sešu asu robots XB25
Roboter XB25 als grundlegende parametrs
| Modeļa Nr. | Brīvības pakāpe | Plaukstas locītavas slodze | Maksimālais darba rādiuss | ||||||||
| XB25 | 6 | 25 kg | 1617 mm | ||||||||
| Atkārtota pozicionēšanas precizitāte | Ķermeņa masa | Aizsardzības pakāpe | Instalēšanas režīms | ||||||||
| ± 0,05 mm | Aptuveni 252 kg | IP65 (plaukstas locītava IP67) | Zeme, piekārta | ||||||||
| Integrēts gaisa avots | Integrēts signāla avots | Transformatora nominālā jauda | Saskaņots kontrolieris | ||||||||
| 2-φ8 gaisa caurule (8 bāri, solenoīda vārsts pēc izvēles) | 24 kanālu signāls (30 V, 0,5 A) | 9,5 kVA | XBC3E | ||||||||
| Kustību diapazons | Maksimālais ātrums | ||||||||||
| 1. vārpsta | 2. vārpsta | Šahta 3 | Šahta 4 | Šahta 5 | Šahta 6 | 1. vārpsta | 2. vārpsta | Šahta 3 | Šahta 4 | Šahta 5 | Šahta 6 |
| +180°/-180° | +156°/-99° | +75°/-200° | +180°/-180° | +135°/-135° | +360°/-360° | 204°/D | 186°/D | 183°/D | 492°/D | 450°/D | 705°/D |
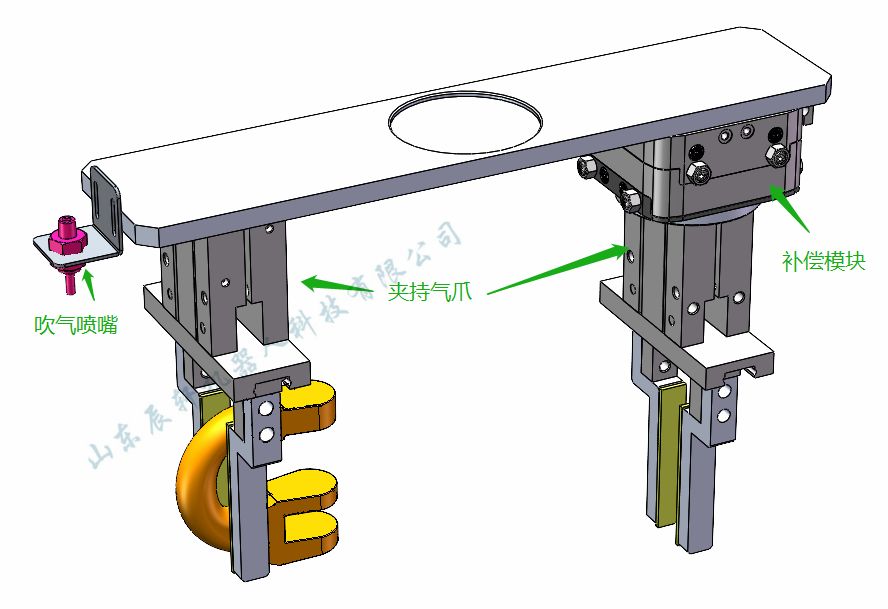
Robota knaibles
1. Divu staciju dizains, integrēta iekraušana un tukšgaita, kas spēj nodrošināt ātru pārkraušanas darbību;
2. Piemērojams tikai noteiktas specifikācijas sagatavēm ar skavām, un knaibles ir saderīgas tikai ar līdzīgu sagatavju spiešanu noteiktā diapazonā;
3. Izslēgšanas turēšana nodrošina, ka produkts īsā laikā nenokritīs, kas ir droši un uzticami;
4. Ātrgaitas pneimatisko sprauslu grupa var veikt gaisa pūšanas funkciju apstrādes centrā;
5. Lai izvairītos no sagataves saspiešanas, pirkstu fiksēšanai jāizmanto mīksti poliuretāna materiāli;
6. Kompensācijas modulis var automātiski kompensēt sagataves pozicionēšanu vai stiprinājuma kļūdas un sagataves pielaides izmaiņas.
7. Diagramma ir paredzēta tikai uzziņai, un detaļas ir pakļautas faktiskajam projektam.
| Tehniskie dati* | |
| Pasūtījuma Nr. | XYR1063 |
| Atloku savienošanai saskaņā ar EN ISO 9409-1 | TK 63 |
| Ieteicamā slodze [kg]** | 7 |
| X/Y ass kustība +/- (mm) | 3 |
| Centra noturēšanas spēks (N) | 300 |
| Necentrālais noturēšanas spēks [N] | 100 |
| Maksimālais darba gaisa spiediens [bar] | 8 |
| Minimālā darba temperatūra [°C] | 5 |
| Maksimālā darba temperatūra [°C] | +80 |
| Ciklā patērētais gaisa tilpums [cm3] | 6.5 |
| Inerces moments [kg/cm2] | 38,8 |
| Svars [kg] | 2 |
| *Visi dati ir mērīti pie 6 bāru gaisa spiediena **Kad salikts centrā |
Kompensācijas modulis

Kompensācijas modulis var automātiski kompensēt sagataves pozicionēšanu vai stiprinājuma kļūdas un sagataves pielaides izmaiņas.
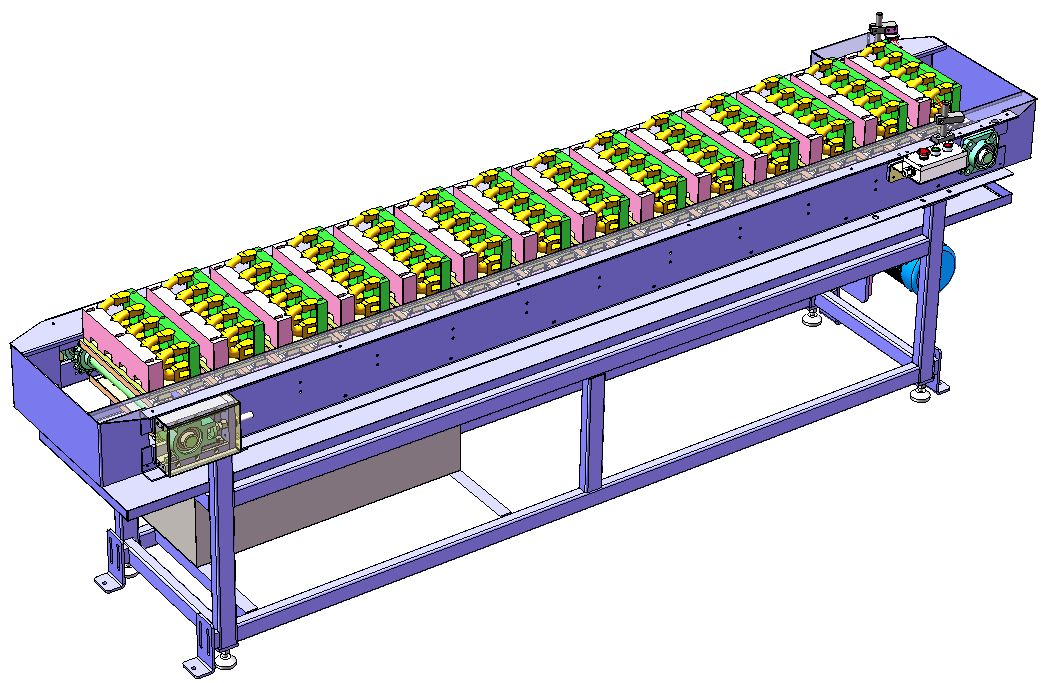
Iekraušanas un transportēšanas līnija
1. Iekraušanas un transportēšanas līnija izmanto ķēdes viena slāņa transportēšanas struktūru ar lielu uzglabāšanas ietilpību, ērtu manuālu darbību un augstām izmaksām;
2. Projektētajam ievietoto produktu daudzumam jāatbilst vienas stundas ražošanas jaudai. Regulāri manuāli padodot ik pēc 60 minūtēm, darbību var panākt bez izslēgšanas;
3. Materiālu paplāte ir nodrošināta pret kļūdām, lai atvieglotu manuālu iztukšošanu, un dažādu specifikāciju sagatavju silo instrumenti jāpielāgo manuāli;
4. Silosas padeves paplātei tiek izvēlēti eļļas un ūdens izturīgi, pretberzes un augstas izturības materiāli, un, ražojot dažādus produktus, ir nepieciešama manuāla regulēšana;
5. Diagramma ir paredzēta tikai uzziņai, un detaļas ir pakļautas faktiskajam projektam.
Elektriskā vadības sistēma
1. Ieskaitot sistēmas vadību un signālu saziņu starp iekārtām, tostarp sensoriem, kabeļiem, kabeļu kanāliem, slēdžiem utt.;
2. Automātiskajai iekārtai ir trīskrāsu trauksmes lampiņa. Normālas darbības laikā trīskrāsu lampiņa deg zaļā krāsā; un, ja iekārta nedarbojas, trīskrāsu lampiņa laiku pa laikam parādīs sarkanu trauksmes signālu.
3. Robota vadības skapī un demonstrācijas kastē ir avārijas apturēšanas pogas. Avārijas gadījumā avārijas apturēšanas pogu var nospiest, lai vienlaikus aktivizētu sistēmas avārijas apturēšanu un nosūtītu trauksmes signālu.
4. Izmantojot demonstrācijas rīku, mēs varam apkopot daudzu veidu lietojumprogrammas, kas var apmierināt produktu atjaunošanas un jaunu produktu pievienošanas prasības;
5. Visi visas vadības sistēmas avārijas apturēšanas signāli un drošības bloķēšanas signāli starp apstrādes iekārtām un robotiem ir savienoti ar drošības sistēmu, un bloķētā vadība tiek veikta, izmantojot vadības programmu;
6. Vadības sistēma realizē signāla savienojumu starp darba iekārtām, piemēram, robotiem, iekraušanas tvertnēm, knaiblēm un apstrādes darbgaldiem;
7. Darbgaldu sistēmai ir jāīsteno signālu apmaiņa ar robotu sistēmu.
Apstrādes darbgalds (nodrošina lietotājs)
1. Apstrādes darbgaldam jābūt aprīkotam ar automātisku skaidu noņemšanas mehānismu (vai dzelzs skaidu manuālai un regulārai tīrīšanai) un automātisku durvju atvēršanas un aizvēršanas funkciju (ja ir darbgalda durvju atvēršanas un aizvēršanas darbība);
2. Darbgalda darbības laikā dzelzs skaidas nedrīkst aptīties ap sagatavēm, kas var ietekmēt robotu sagatavju nostiprināšanu un novietošanu;
3. Ņemot vērā iespēju, ka skaidu atkritumi varētu iekrist darbgalda veidnē, B puse robota knaiblēm pievieno gaisa pūšanas funkciju.
4. A pusei jāizvēlas atbilstoši instrumenti vai ražošanas tehnoloģija, lai nodrošinātu saprātīgu instrumentu kalpošanas laiku vai instrumentu nomaiņu, izmantojot instrumentu mainītāju darbgalda iekšpusē, lai izvairītos no automatizācijas bloka kvalitātes ietekmes instrumentu nodiluma dēļ.
5. Signālu saziņu starp darbgaldu un robotu īsteno B puse, un A puse nodrošina attiecīgos darbgalda signālus pēc nepieciešamības.
6. Robots veic aptuvenu pozicionēšanu, izvēloties detaļas, un darbgalda stiprinājums veic precīzu pozicionēšanu atbilstoši sagataves atskaites punktam.
Drošības žogs
1. Uzstādiet aizsargžogu, drošības durvis, drošības slēdzeni un citas ierīces un veiciet nepieciešamo bloķēšanas aizsardzību.
2. Drošības durvīm jābūt novietotām pareizajā drošības žoga pozīcijā. Visām durvīm jābūt aprīkotām ar drošības slēdzi un pogu, atiestatīšanas pogu un avārijas apturēšanas pogu.
3. Drošības durvis ir savienotas ar sistēmu, izmantojot drošības slēdzeni (slēdzi). Ja drošības durvis tiek atvērtas neparasti, sistēma apstājas un ieslēdz trauksmi.
4. Drošības aizsardzības pasākumi garantē personāla un iekārtu drošību, izmantojot aparatūru un programmatūru.
5. Drošības žogu var nodrošināt pati A puse. Ieteicams metināt ar augstas kvalitātes režģi un virsmu nokrāsot ar dzeltenu brīdinājuma krāslaku.

Drošības žogs

Drošības slēdzene
Drošības žogs Darbības vide (nodrošina A puse)
| Barošanas avots | Barošanas avots: trīsfāžu četrvadu maiņstrāva 380 V ± 10 %, sprieguma svārstību diapazons ± 10 %, frekvence: 50 Hz; robota vadības skapja barošanas avotam jābūt aprīkotam ar neatkarīgu gaisa slēdzi; robota vadības skapim jābūt iezemētam ar zemējuma pretestību, kas mazāka par 10 Ω;Efektīvajam attālumam starp barošanas avotu un robota elektriskās vadības skapi jābūt 5 metru robežās. |
| Gaisa avots | Saspiestais gaiss ir jāattīra no ūdens, gāzes un piemaisījumiem, un izejas spiedienam pēc izplūšanas caur FRL jābūt 0,5–0,8 MPa; efektīvajam attālumam starp gaisa avotu un robota korpusu jābūt 5 metru robežās. |
| Fonds | Apstrādāt ar A puses darbnīcas parasto cementa grīdu, un katras iekārtas uzstādīšanas pamatne jāpiestiprina pie zemes ar izplešanās skrūvēm; Betona izturība: 210 kg/cm2; Betona biezums: Vairāk nekā 150 mm;Pamatnes nelīdzenumi: mazāk nekā ±3 mm. |
| Vides apstākļi | Apkārtējās vides temperatūra: 0–45 ℃; relatīvais mitrums: 20–75 % relatīvais mitrums (kondensācija nav atļauta); vibrācijas paātrinājums: mazāks par 0,5 G. |
| Dažādi | Izvairieties no viegli uzliesmojošām un kodīgām gāzēm un šķidrumiem, kā arī neapšļakstiet eļļu, ūdeni, putekļus utt.; Netuvojieties elektriskā trokšņa avotam. |






